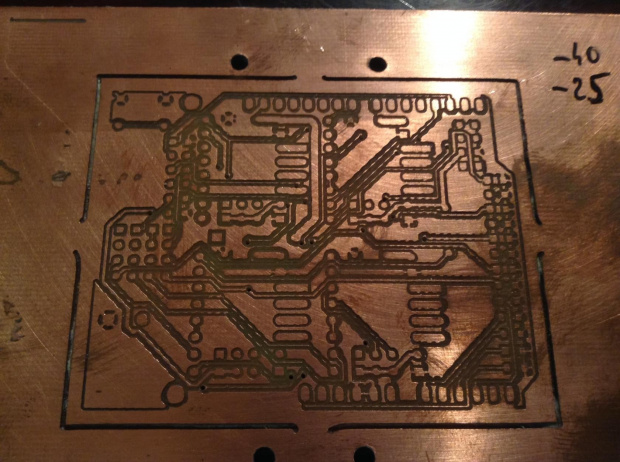
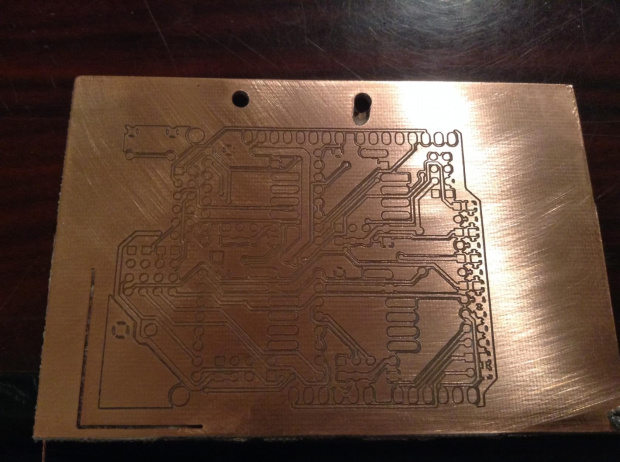
Co może się kosztownym rozczarowaniem skonczyć ;)
Płytki za równe nie są, nie chodzi nawet o grubość, po prosty najczęściej są nieźle powichrowane (niby stół próżniowy z wydajną pompą na czas obróbki naprostuje - ale to tylko niby...).
Takiej nierównej płytki w miarę prawidłowo* nie zfrezujesz.
Nie ma to większego znaczenia przy laminatach papierowo-fenolowych etc., ale już przy szklanych zaczną się schody.
Charakter materiału i parametry obróbki** powodują że nie będzie powstawać wiór, tylko pył.
Nawet przy solidnym wyciągu wszystko naokoło będzie szare - w tym śruby.
I tut zaczyna się właściwy problem...
O ile nawet nieduże wózki(piętnastki czy nawet jakieś miniaturowe dziewiątki) idzie dostać ze zgarniaczami i uszczelnieniem(a przynajmniej jest na to przewidziane miejsce), to w niedużych nakrętkach kulowych za zgarnianie i uszczelnienie potrafi być odpowiedzialny ten sam element(skuteczności się domyślasz?).
Nakrętki i śruba na sucho nie robią, czyli wszędobylski pył szklany będzie miał z czym uformować bardzo skuteczną pastę ścierną ;)
Czy w tej sytuacji nie lepiej i taniej zostać przy paskach zębatych? ;)
ps. sensowność i jakość frezowania(bo owiercanie to inna bajka) płytek drukowanych zostawiam bez komentarza(no może drobniutki - nie wykluczam następnego przykrego rozczarowania).
*tzn. wyłącznie miedź i klej pod nią
**mimo sporego posuwu minutowego duże obroty powodują że masz tam bardzo mały posuw na ząb(dodaj do tego jeszcze malutki dosuw).
wszystkie trzy strony świata